ООО «Цзянсу Баодие Автоматическое Оборудование»





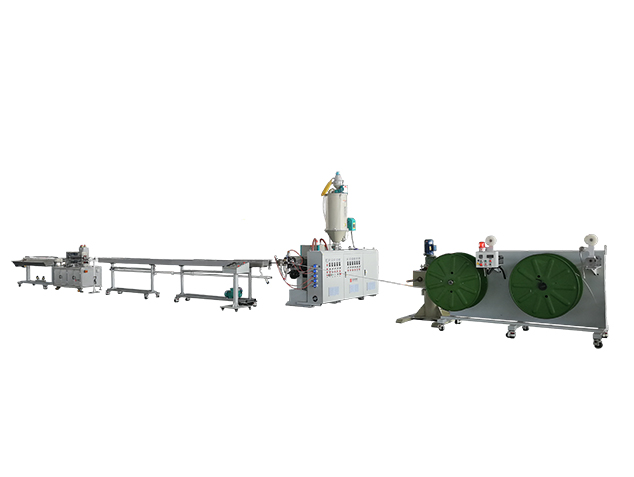
Существует два вида процессов экструзии
Двухэтапный метод: экструзия и намотка внутреннего слоя трубки → размотка, оплетка → размотка, покрытие внешнего слоя и намотка/резка;
Одношаговый метод: экструдирование внутренней трубки → онлайн-оплетка → онлайн-покрытие экструдированием внешнего слоя → намотка/резка.



Нашпреимущество

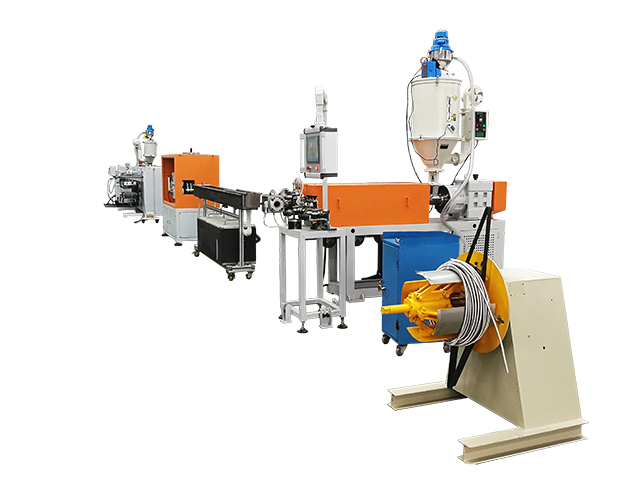
Характеристики производственной линии
- Вся линия оснащена полным сервоприводом для обеспечения стабильной работы каждого технологического звена экструзии, такого как выгрузка, измерение расплава, тяга и т.д.;
- Используется литой медный нагреватель, который может выдерживать температуру экструзионной обработки до 500 ℃;
- Оснащена системой дозирующего насоса, чтобы обеспечить точность экструзии расплавленного материала, увеличить давление головки экструзионной головки, чтобы избежать образования пустот внутри;
- Специальная конструкция резервуара для охлаждения горячим воздухом, подходящая для процесса охлаждения формовочного материала из высокотемпературного ПЭЭК и водорастворимого материала ПВА;
- Оснащен функцией определения внешнего диаметра в режиме реального времени и автоматической обратной связью, допуски размеров продукта контролируются до минимума, что повышает уровень автоматизации всей линии;
- Сервопривод траверса + управление программой ПЛК для достижения точности и аккуратной намотки в режиме реального времени, для аккуратной намотки можно использовать как большие, так и маленькие катушки.